ADDRESS
Leyu Economic Development Zone, Zhangjiagang City, Jiangsu Province, China



REDUCING TOTAL
PACKAGE OXYGEN
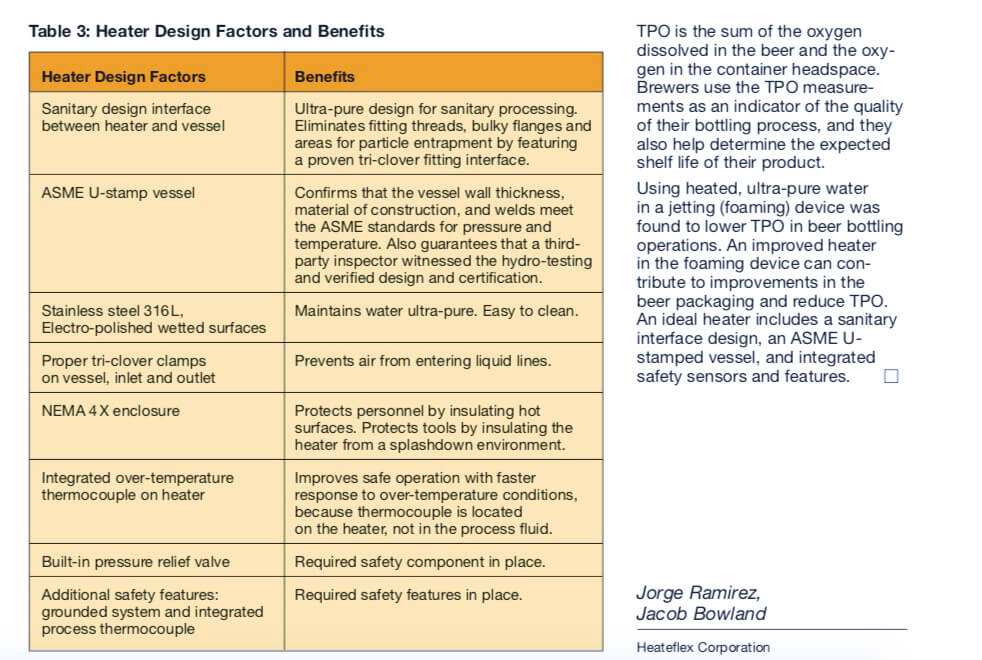
The basics of a foaming device in beer bottling with heated, ultra-pure water
Many experts agree that the taste and quality of most beers is best when it is first filled into their containers (Bamforth&Krochta, 2010). Later, the presence of oxygen in the liquid results in oxidation, a major contributor to degrading beer flavor, quality and color. According to Robertson (2013) even oxygen levels as low as 1ppm can lead to detectable flavor and color problems in beer. Oxidation also negatively impacts the beer's shelf life. This paper describes the implementation in a large-production beer bottling operation of a foaming device using heated, ultra-pure water. it summarizes the case study findings that a properly designed ultra-pure water heater will improve operations and contribute to reducing total package oxygen(TPO) in the packaged beer.
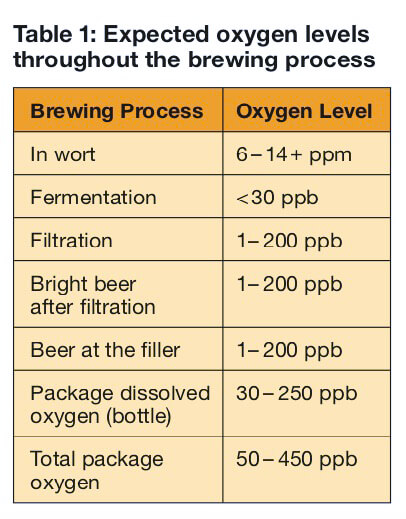
Oxygen is introduced in various stages throughout the brewing process. Klein and Dunand (2008) give an examle of the expected ranges of oxygen pickup (see Table 1). Robertson explains that brewing. through fermentation, actually reduces the level of oxygen in beer down to 40 to 50 ppb prior to packaging. The oxygen is mostly introduced during the filling process, when air enters the package, and the level can readh 250 to 500 ppb.
Brewers use various mthods to reduce oxygen in bottled beer. They aim for oxygen level of less than 50 ppb immediately after packaging, and seek to hold that level for as long as possible (Ro-bertson). After packaging, oxygen can find its way into beer from penetration through the package closure and/or package material.
Total package oxygen provides insight into O2 levels in beer
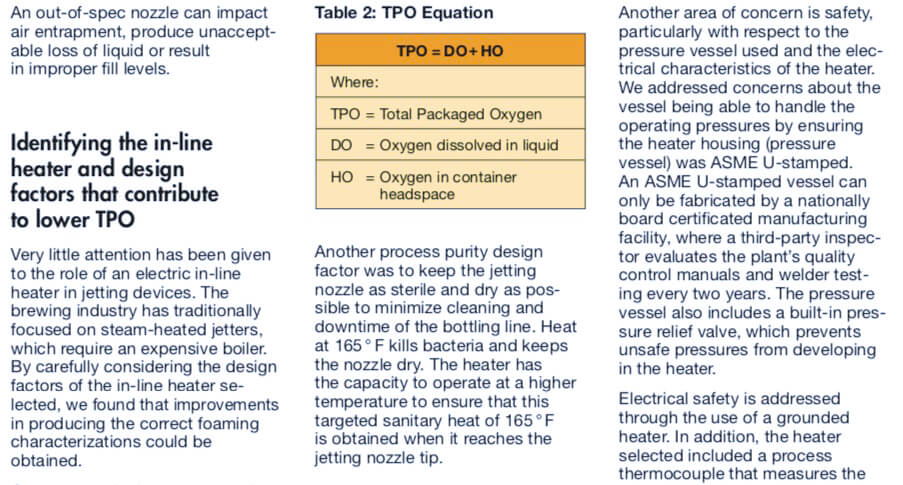
It is common practice for commercial brewers to measure total package oxygen (TPO) and use this value to evaluate the oxygen level in the final packaged beer. TPO includes the dissolved oxygen in the liquid, and the amount of oxygen in the head space of the package. The equation for TPO is shown in Tables 2, where TPO is the sum of DO (dissolved O2 in liquid) plus HO (O2 in headspace not removed prior to crowning).
Along with other process measurements, ongoing TPO measurements provide brewers with statistical assurances that quality parameters are being met and that the beer being packaged will maintain its expected flavor, quality and color over the desired shelf life.
In additon, TPO measurements also provide quantitive values against which new ideas for changes in bottling operations, machinery and process can be evaluated.
Using heated, ultra-pure water for lowering TPO in beer bottling operations
To lower TPO, beer bottling operators have developed varous methods for displacing the air or atmospheric oxygen present in the container. Early systems included bottle knockers and ultrasonic vibrations to induce foaming. Newer systems have experimented with the use of CO2 or liquid nitrogen(Oliver, 2012).
According to Oliver, a method used to expel air from the headspace of a bottle of beer is called jetting, and it has been found to be reliable and easy to implement and control. Oliver goes on to explain that this method used " a fine stream of high pressure, and often high temperature sterilized water, to energize the beer, causing a controlled rise of bubbles and foam from deep within the beer, through the headspace just as the closure is placed on the container.
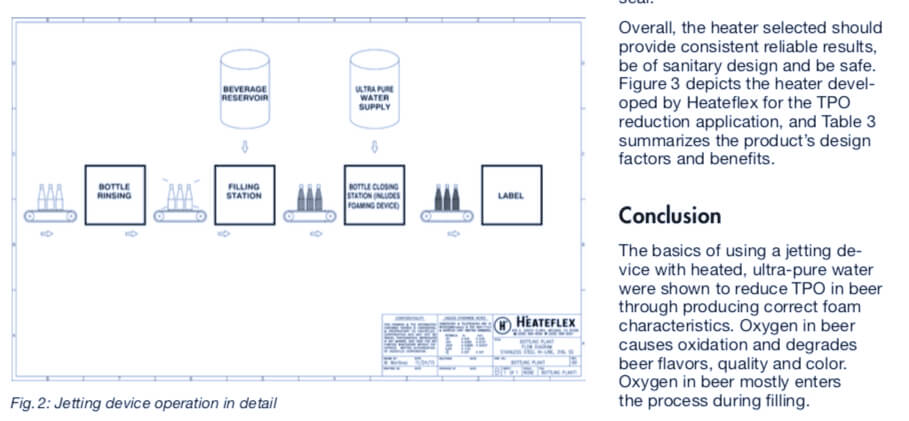
A typical beverage bottling plant... and where to find the jetting device
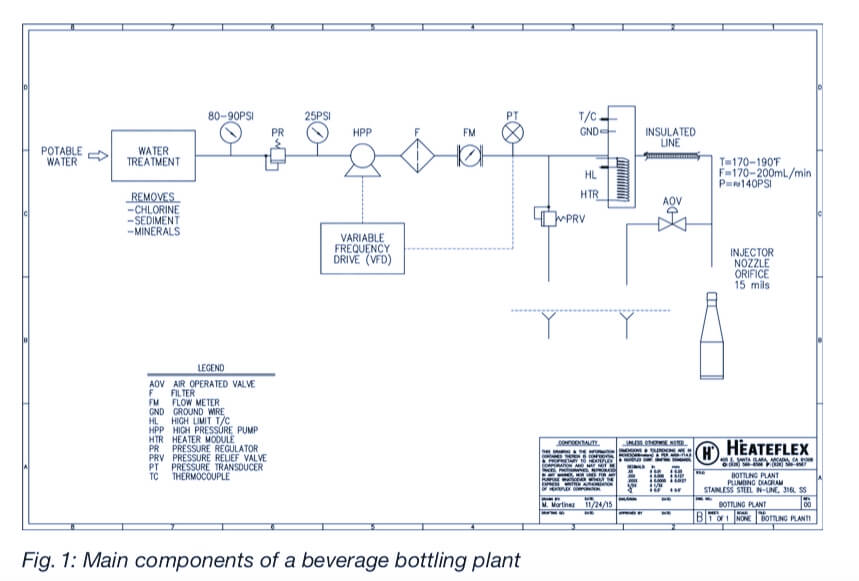
For better clarity on how a jetting device operates, the main componenets of a beverage bottling plant are described below and displayed in Figure 1.
In a typical bottling plant, the bottles first travel through a conveyer into a rinsing station. A second conveyer
transfers the rinsed bottles into a beverage filling machine.
A common beverage filling machine has a rotary design in which each rotor receives and holds a bottle for filling, and filling occurs simultaneously at multiple rotors. Each bottle receives a predetermined amount of lqiuid beverage. The filled bottles then travel further along the beverage bottling plant to a bottle closing station. The closing station contains the jetting device and a device that crowns each bottle. The crowned bottles then continute on to a labeling station.
A closer look at jetting as a foaming device
Figure 2 provides specific information on the operation of the jetting device located in the bottle crowning station. Since the jetting device requires ultra-pure wate,r the potable water must first be treated to remove any substance that may affect the beer. Chlorine, sediment and minerals are of particular concern to brewers, and therefore should be removed prior to entering the system to avoid negative effects on the beer or machinery (Oliver).
The purified water is typically supplied at 90 to 90 psi. To get precise control of the final water stream, a high-pressure pump is used to control and maintains the proper pressure. A pressure regulator reduces the purified water supplied to the high-pressure pump to 25 psi. This allows the high-pressure pump and a variable frequency drvie(VFD) to more accurately obtain the final desired pressure of 140 psi. THe VFD gets feedback from a pressure transducer.
The paressurized ultra-pure water now flows through filter housings, a flow meter, a pressure transducer and an ultra-pure water heater. The results are a supply of 170 to 200mL/minute of filtered, ultra-pure water at the desired supply pressure of 140 psi and 190˚F temperature. The jetting water flows through an insulated pipe or tubing, where it is dispensed through a 15mL nozzle and into each beer bottle.
Critical design factors of a jetting device
Our specific case study apperars to match with Oliver, who indicates that the successful water presure is 10 to 17 bar (145 to 246 psi) in a nozzle size of 0.2 to 0.25mm (0.008 to 0.010 inches).
Pressure, nozzle orifice size and distance from the crowner are important parameters that affect overall results and are adjusted based on package size, beer characteristics and line speed. Most importantly, the desired goal is repeatablility, reduced costs and maintaining a quality beer taste. Oliver goes on to explain that the nozzle should be cleaned regularly.
We’ll reply quickly!
Leyu Economic Development Zone, Zhangjiagang City, Jiangsu Province, China
+86-135 8442 6116
+86-512-5868 2331